Produksi dunia dan konsumsi produk besi dan baja tubular/tabung hampir 14 persen dari konversi baja mentah dunia. Produksi dunia dari produk tabung baja terus meningkat untuk memenuhi permintaan di seluruh dunia industrialisasi dan pertumbuhan penduduk. Produksi besi dan baja produk tabung bervariasi tergantung pada berbagai faktor ekonomi di seluruh dunia seperti eksplorasi minyak, pembangunan pembangkit listrik, dan produksi otomotif. Misalnya, dalam iklim ekonomi di mana harga minyak rendah, jumlahnya lebih sedikit insentif untuk mengebor sumur minyak baru. Akibatnya, produksi pipa baja untuk minyak casing pengeboran akan berkurang. Contoh serupa produksi pipa baja sebagai a Fungsi iklim ekonomi dapat dilihat pada pembangkit listrik dan otomotif industri. Total produksi pipa dunia merupakan integrasi dari efek iklim ekonomi nasional lokal di seluruh dunia.
Ferrous Pipe Making Process
Besi
Pembuatan baja untuk perpipaan feritik diawali dengan peleburan bijih besi yang ditemukan dalam endapan di kerak bumi di seluruh dunia dalam bentuk seperti bijih besi dan magnetit. Dalam persiapan proses peleburan, bijih besi dapat diolah dengan salah satu dari beberapa metode untuk mengubahnya menjadi bentuk yang sesuai untuk pengenalan tanur sembur. Salah satu metode adalah sintering, yang mengubah bijih menjadi massa berpori disebut klinker. Lainnya adalah peleburan, yang dilakukan di tanur sembur. Itu proses melibatkan reaksi kimia bijih besi dengan batu kapur, kokas, dan udara di bawah panas, mereduksi bijih besi menjadi besi. Pig iron/besi kasar diperoleh dari ledakan tungku digunakan sebagai komponen dasar dalam proses pembuatan baja.
Baja
Baja untuk perpipaan dapat diproduksi dengan beberapa cara, tergantung pada fasilitas yang tersedia dan karakteristik baja yang diinginkan. Umumnya, baja membutuhkan penghilangan karbon dari pig iron ke tingkat yang dibutuhkan oleh baja karbon properti yang diinginkan. Baja paduan juga membutuhkan penambahan elemen paduan tersebut seperti kromium, nikel, mangan, dan molibdenum untuk memberikan sifat khusus berhubungan dengan unsur paduan.

Pipe and Tube-Forming Process
Pada dasarnya ada dua jenis proses pembentukan pipa dan tabung, yaitu seamless/mulus dan dilas. Setiap proses memberikan sifat unik pada pipa atau tabung. Pipa atau tabung seamless tidak memiliki jahitan yang dilas di sepanjang pipa pipa. Jahitan ini secara tradisional diyakini sebagai kelemahan potensial. Pengembangan proses pengelasan otomatis dan kontrol kualitas, bagaimanapun, telah menjadi perhatian yang hampir tidak ada. Kontrol keseragaman ketebalan dan konsentrisitas relatif mudah dengan pipa dan tabung yang dilas. Secara umum pipa seamless lebih mahal untuk diproduksi. Klasifikasi produk tabung silinder dalam hal baik pipa atau tabung adalah fungsi dari penggunaan akhir.
Seamless Pipe
Tabung dan pipa tanpa sambungan/seamless dibuat terlebih dahulu menghasilkan tabung berongga yang lebih besar dalam diameter dan ketebalan dari tabung atau pipa final. Billet pertama kali ditusuk dengan alat penusuk putar/rotary piercer (Mannesmann) atau dengan metode press piercing. Untuk tabung berdiameter kecil, proses penggilingan/milling mandrel digunakan. Untuk tabung baja karbon atau baja paduan rendah berdiameter luar sedang, proses mannesmann plug mill digunakan. Diameter besar, baja karbon berdinding berat, paduan, dan pipa stainless diproduksi dengan proses bangku dorong Erhardt dan ekstrusi vertikal mirip dengan proses ekstrusi tipe Ugine Sejournet. Pipa berpaduan tinggi dan pipa berbentuk khusus diproduksi oleh tipe ekstrusi Ugine Sejournet. Proses ini dilakukan dengan material pada suhu hot-metal-forming. Pemrosesan dingin lebih lanjut dapat dilakukan atau tidak dilakukan untuk mendapatkan akurasi dimensi lebih lanjut, permukaan akhir, dan struktur metalurgi.
Mandrel Mill Process
Dalam proses milling mandrel (pilger), billet baja dipanaskan sampai suhu tempa dan ditempatkan di antara gulungan hot rotary piercing mill. Titik penusuk ditempatkan di tengah benda kerja, dan gulungan berputar dirancang untuk memajukan billet di atas titik penusuk, dengan demikian membentuk lubang melalui bagian tengah billet sepanjang panjangnya saat bergerak ke gulungan miring.
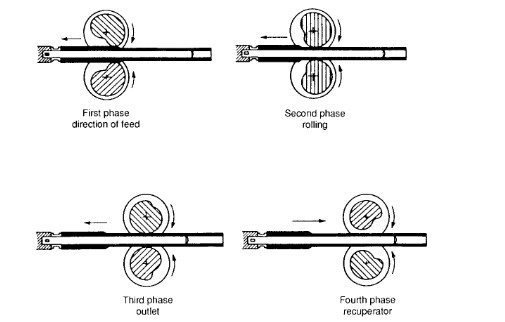
Mannesmann Plug-Mill Process
Dalam proses plug-mill Mannesmann, billet dapat ditembus dua penusuk putar panas karena pengurangan yang lebih besar diperlukan untuk pipa dan tabung ukuran sedang. Billet yang ditusuk ditempatkan dalam plug-mill, yang mengurangi diameter dengan memutar tabung di atas mandrel. Memiliki beberapa ovalitas, tabung berikutnya disisipkan di antara gulungan gulungan yang memberikan koreksi dimensi dan memoles bagian dalam dan luar diameter tabung. Akhirnya, setelah dipanaskan kembali, tabung masuk kembali ke reeler dan ukuran rol untuk memberikan keseragaman dimensi yang lebih besar.
Ugine Sejournet Type Extrusion Processes
Ekstrusi Ugine Sejournet digunakan untuk tabung dan pipa baja paduan tinggi seperti yang ada pada stainless steel dan pipa berbentuk khusus. Billet yang sudah dibersihkan, dipanaskan hingga kira-kira 2300 F (1260 C), ditempatkan di kompartemen tekan vertikal dengan cetakan ekstrusi di bagian bawahnya. Setelah menerapkan ram hidrolik ke billet, penusuk mandrel bersama ram meninju billet, menghasilkan sebuah silinder dari potongan punch itu berada dikeluarkan melalui pembukaan cetakan ekstrusi. Setelah ini, ram diaktifkan untuk memberikan tekanan pada billet, dan billet diekstrusi melalui annulus yang terbentuk antara penusuk mandrel dan rongga cetakan. Dalam penekanan horizontal, penusukan (piercing) dilakukan sebagai operasi terpisah, atau lubang digunakan dengan mandrel dan die/cetakan.

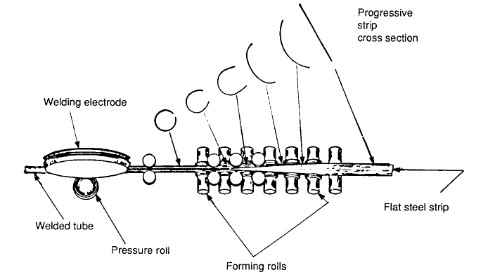
Welded Pipe
Pipa las diproduksi dengan membentuk silinder dari lembaran baja datar berasal dari pabrik strip panas. Pabrik strip mengambil mekar persegi dari blooming mill dan mereduksinya menjadi pelat, skelp, atau gulungan baja strip untuk dimasukkan peralatan proses pengelasan tertentu. Pipa butt-weld dibuat dengan pemanasan tungku dan forge welding atau dengan fusion welding menggunakan hambatan listrik, flash, submergedarc las, las busur tungsten gas lembam, atau busur logam habis pakai berpelindung gas pengelasan. Jahitan yang dilas sejajar dengan sumbu tabung atau dalam arah spiral tentang garis tengah tabung.
Cast Pipe (Pipa Cor)
Ada empat tipe dasar besi tuang: besi putih, besi abu-abu, besi ulet, dan besi lunak. Besi putih ditandai dengan prevalensi karbida yang memberikan kekuatan tekan tinggi, kekerasan, dan ketahanan aus. Besi cor kelabu memiliki grafit dalam struktur mikro, memberikan kemampuan mesin yang baik dan resistensi terhadap keausan dan menyakitkan. Besi ulet adalah besi abu-abu dengan jumlah kecil magnesium atau cesium yang menghasilkan nodularisasi grafit, yang dihasilkan baik dalam kekuatan tinggi dan keuletan. Besi lunak adalah besi tuang putih yang telah dipanaskan untuk memberikan keuletan.
Pipa Non-Ferrous
Aluminum and Aluminum Alloy Tube and Pipe
Produk tabung aluminium meliputi pipa dan tabung. Produk ini berlubang yang dihasilkan dari ingot berlubang baik dengan ekstrusi atau dengan las lembaran, atau skelp, ke bentuk silinder. Aplikasi umum tersedia dalam paduan 1100, 2014, 2024, 3003, 5050, 5086, 6061, 6063, dan 7075. Untuk shell dan tube heat exhanger, paduan 1060, 3003, 5052, 5454, dan 6061 tersedia. Pipa hanya tersedia dalam paduan 3003, 6061, dan 6063. Angka menunjukkan elemen paduan tertentu yang terkandung dalam paduan aluminium (seperti tembaga, mangan, silikon, magnesium, dan seng) dan pengendalian pengotor.
Copper and Copper Alloy Tube and Pipe
Tabung dan pipa tembaga dan paduan tembaga diproduksi oleh salah satu dari keduanya proses-piercing dan ekstrusi, atau las skelp dibentuk menjadi bentuk silinder. Pipa atau tabung tanpa sambungan/seamless yang dihasilkan melalui proses ekstrusi paling banyak dijual.
Nickel and Nickel-Alloy Pipe and Tube
Pipa dan tabung nikel dan paduan nikel diproduksi oleh ekstrusi Ugine-Sejournet, di mana cangkang dibentuk dengan menusuk billet secara hidrolik oleh ram dan ekstrusi selanjutnya. Bergantian, billet awalnya ditembus dengan pengeboran.
Titanium and Titanium-Alloy Tube and Pipe
Titanium dan paduan pipa dan tabung titanium dihasilkan dari lelehan bahan mentah titanium ”spons” dan paduan logam dalam tungku busur listrik vakum. Sebuah batangan diperoleh yang direduksi menjadi billet. Billet menyediakan stok untuk ekstrusi, dari tabung atau pipa terbentuk. Prosesnya terdiri dari awalnya menusuk billet, lalu melewati cangkang yang dipanaskan melalui cetakan dan melewati mandrel.

